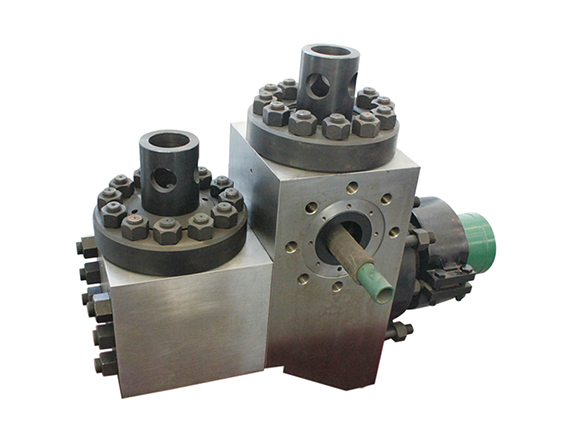
Das Schlamm pumpen modul ist ein wichtiger Bestandteil des Hydraulik pumpen endes der Schlamm pumpe. Weil der Arbeits zustand des Schlamm pumpen moduls eine raue Arbeits umgebung wie Hochdruck, hoher Sprint und hoher Verschleiß ist. Während des Wartungs-und Reparatur prozesses der Schlamm pumpe ist das Modul ein Verbrauchs teil, das häufig ausgetauscht werden muss.
Das Schlamm pumpen modul wird von hochwertigem legiertem Stahl 35CrMo oder 40CrMnMo geschmiedet. Es hat keine Mängel wie Zwischen schicht, Riss, Verunreinigung, Lockerheit und Über verbrennung. Schweißen ist nicht erlaubt. Das Produkt entspricht vollständig dem API7K-Standard und wird gemäß der Schmiede-und internen Härtung behandlung der dritten Klasse, hohe Haltbarkeit, geprüft. Die Innenwand härte erreicht HB285-330, während die mechanischen Eigenschaften erreichen können: σ b≥ 850/MPC, σ S≥ 670/MPC, δ ≥ 15%, ≥ 13%. Der obige Prozess wird streng geprüft und streng zerstörung freie Prüfung.
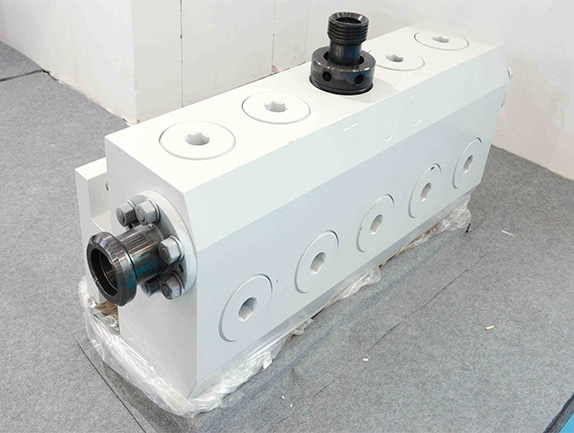
Alle Module können mit verschiedenen Arten von Schlamm pumpen abgestimmt werden. Verschiedene Arten von Marke und Typ können von uns zur Verfügung gestellt werden. Wie BOMCO F-Serie, Gardner Denver PZ-Serie, Ideco T-Serie, National P-Serie, I-Typ und L-Typ usw.
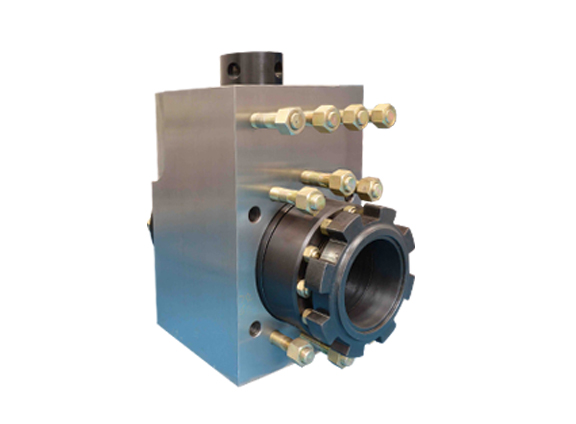
Um den Zweck des langen Lebens zu erreichen, wir haben Wärme behandlungs-und interne Härtung behandlungs prozesse angenommen; Der Verarbeitung prozess wurde einer strengen Inspektion und strengen zerstörung freien Prüfung unterzogen. Unsere Ventil kästen sind in ein-oder zweiteiligen Standard konstruktionen erhältlich und für Drücke von 5000, 7500und 10.000 psi (351, 527und 703 kg / cm2) ausgelegt.
Der von unserer Firma hergestellte Ventil kasten wird mit legiertem Baustahl 35CrMoA oder 40CrMoMn geschmiedet. Um eine bessere Faser struktur zu erhalten, verwenden wir einen Elektro ofen zur Sekundär schmelz-oder Deoxidations behandlung. Die Schmiedete ilen werden aus drei Richtungen geschmiedet, und das Schmiede verhältnis beträgt nicht weniger als 4,0: 1,0. Während des Schmiede prozesses sind die Schmiedes teile frei von Defekten wie Zwischen schicht, Rissen, Verunreinigungen, Lockerheit, Über brennen usw., ohne Schweißen, die Bestimmungen von JB / TQ252-81 vollständig einhalten und gemäß Schmiedes tellen der Klasse III inspiziert werden. Nachdem der Rohling normalisiert ist, wird er aufgeraut, und dann erreicht die Härte der Innenwand des Abschreck-und Anlassen prozesses HB285-330. Mechanische Eigenschaften: σ b≥ 850MPa, σ S≥ 670MPa, δ ≥ 5%, ψ≥ 30%.
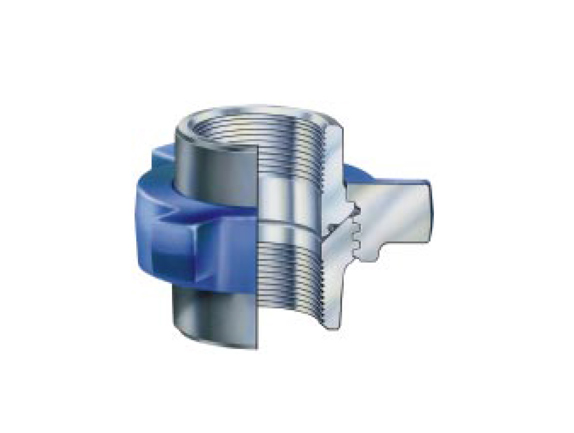
Zwei 1:6 (1:12) Verjüngung löcher werden mit einem Prüf messgerät gerollt. Die Kontakt fläche sollte entsprechend der Kontakt fläche kontinuierlich auf dem Umfang verteilt werden, und die Kontakt fläche sollte nicht weniger als 75% betragen. Die sich kreuzenden Linien der zylindrischen Oberflächen des inneren Hohlraums sind manuell oder der steinige Winkel der Schleif scheibe, um einen Bogen R ≥ 8 zu bilden. Der Prüfdruck beträgt 50MPa und der Druck wird 1 Stunde lang aufrechterhalten. Der Druck darf nicht reduziert werden.
 en
en
 cn
cn  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  pl
pl  vi
vi  hu
hu 






 Rufen Sie uns an:
Rufen Sie uns an:  Mailen Sie uns:
Mailen Sie uns:  NO. 1192, Xinhu Street, Dezhou City, Shandong, China
NO. 1192, Xinhu Street, Dezhou City, Shandong, China